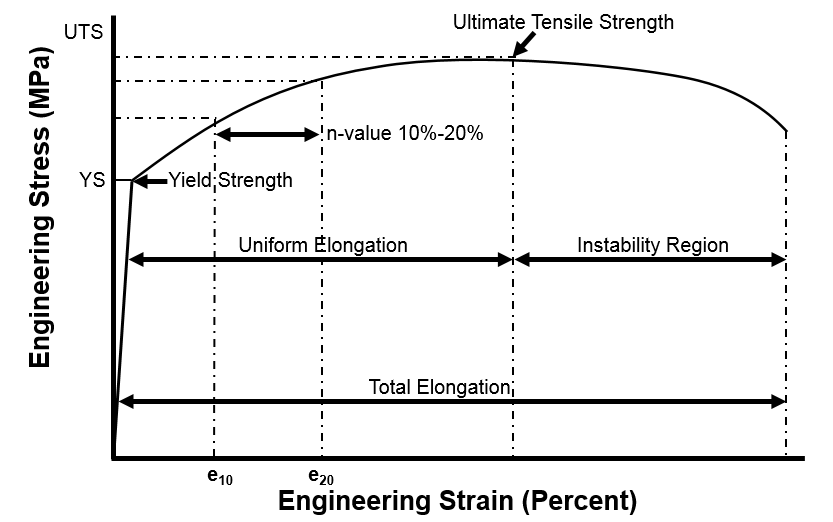
Typical Stress-Strain Curve
For many years, steel producers and stamping plants have gathered the mechanical properties of sheet metal. Individuals recorded properties such as yield strength, n-value and R-value to name a few. As new materials are introduced into the stamping plants, new mechanical properties tests are being discussed. The current use of aluminum and Dual Phase steels has highlighted issues that were insufficiently described by the typical or standard values provided by the tensile test: edge cracking and variation in springback from run to run are two examples. Resulting outcomes can encompass excessive scrap, excessive re-working of parts to remove edge cracks, and even result in excessive downtime as die makers try to correct the issue. The introduction of increasingly complex and sophisticated materials will exacerbate the inefficiencies of the current stamping process. The learning curve can be frustrating.
Proper training for your workforce regarding material mechanical properties and the know-how to develop robust stamping recipes for Advanced High-Strength Steel (AHSS) will benefit the plant. The typical tensile test provides the yield strength, ultimate tensile strength, n-value, uniform and total elongation. And typically, a strain analysis is performed, producing a forming limit diagram to measure a material’s formability. But these tests are reflective of global forming behaviors and don’t adequately describe an advanced material’s performance in localized formability. We need to ask if typical mechanical properties provide adequate information to truly assess the impact to the stamping operation – and if not, what new tests will provide insight on how these materials react to certain forming loads.

Instantaneous n-value
A new output is instantaneous n-value. Instantaneous n-value identifies the strain gradient – how the material will work-harden at initial contact with the die geometry. If only the standard n-value (work hardening exponent) is observed, measured between 10% and 20% strain, the increase in work hardening that occurs during deformation will be missed. Hole expansion and three-point bend tests are now commonly performed. The hole expansion test identifies the materials ability to stretch at the sheared edge. The three-point bend test identifies the stretchablity of a material via the minimum bend radius that can be achieved for that specific material.
Focusing on AHSS, these materials are characterized by multiple phase structures designed to improve formability. These designer steels are being created to improve crash worthiness through higher strength and lighter gauge thicknesses. To build upon the current understanding of material mechanical properties and resulting forming behaviors, training on AHSS products, testing and stamping process countermeasures is encouraged.
{kind=link}
Looking for input regarding AHSS in high temperature exhaust applications.
good discussion.
One remark to the first graph: What about the elastic portion of the deformation (spring back). According to my understanding all deformation of our metallic materials starts with elastic (Hook), then after yield strength we get permanent deformation, but after unloading the stress the deformation result is reduced by the elastic portion.
Our engineering experts have replied “It depends”:D
1) AHSS typically have higher yield strengths than mild or HSLA steels and therefore will exhibit a larger amount of springback (see slide below from AHSS training.
2) However there are engineering techniques to mitigate the amount of springback in a stamping.
a.Over-bending; same amount of springback; which is compensated for by bending past the final shape.
b.Stake beads: create approximately 2% post stretch in the side wall late in the stamping operation. Will require higher forming forces.
c.Stiffener beads: add during the stamping operation to arrest the amount of post forming deformation available.
If there is only elastic deformation, there is no springback. But that is because you have a perfectly flat sheet if there is only elastic deformation – we need plastic deformation to create an engineered part shape.
@ Christian: Your understanding is correct. For reference, see http://www.metalformingmagazine.com/assets/issue/images/2015/05/AutoSteels/Auto-Fig2.jpg
[unsuccessful in trying to paste image]
from http://www.metalformingmagazine.com/enterprise-zones/article/?/2015/5/1/Understanding_the_New,_Stronger_Automotive_Steels
@Kathy – You show some good techniques to minimize the effects of springback.
– Danny Schaeffler
Engineering Quality Solutions, Inc. and 4M Partners, LLC
http://www.EQSgroup.com and http://www.Learning4M.com
Great discussion! Thanks Danny.
Sorry, everyone! For some reason on this second blog comments required approval before posting–we don’t want to interrupt the dialogue, so we let things post without approval. We trust our readers to keep things above board and on topic. Now that has been fixed and your comments will appear immediately.
I think instantaneous n-values is good parameter to evaluate stamping forming ability of AHSS steel,because i could represent the whole working hardening curve form yield deformation to breaking deformation.And the instantaneous n-values could be gain by calculating the strain-stress curve.But it is not a adequate method to judge the stamping forming ability of AHSS steel by the n-value, because the microstructure and deformation rate have not been considerate d to estimate the stamping ability.
For the lower strength AHSS like DP340/600, testing has shown that the relationship between forming behavior and n-value is the same as with lower strength steels. For higher strength AHSS – the advanced advanced high strength steels – then in most cases a specific Forming Limit Curve for that specific combination of grade/flavor*/thickness/mill must be used. However, once you are using the appropriate FLC, physics still holds.
[*Flavor: if it’s been optimized for specific properties like bending or local formability concerns like stretch flanging. This is where microstructural changes may be seen as Xiong Ziliu has correctly noted.]
Danny Schaeffler
Engineering Quality Solutions, Inc. and 4M Partners, LLC
http://www.EQSgroup.com and http://www.Learning4M.com
great discussion and information! Keep on!
Can you calculate in instantaneous n-value from an existing stress vs strain curve? If so how?
Calculating instantaneous n-value in a spreadsheet like Excel is “simple” as long as you have the data file.
N-value is the slope of the ln(true stress) – ln(true strain) curve.
Instead of using the “slope” function on the data points between 10% to 20%, you can do it over a more limited number of data points. However, there is no convention on the number of points to use – it’s going to depend on your collection rate of your stress-strain curve data.
Danny Schaeffler
Engineering Quality Solutions, Inc. 4M Partners, LLC
http://www.EQSgroup.com http://www.Learning4M.com
Thanks Danny!
Thank you Danny! Calculated Forming Limit Diagrams (FLD’s) use thickness and n-values to calculated the FLD subzero point. Does this mean we could have different FLD’s depending on how much strain is introduced to the metal?
For DP340/600, conventional HSS, and “mild” low carbon sheet steel:
Typically, the n-value of the flat sheet is used to calculate FLCo … if you have a linear strain path and you are not re-striking the draw panel as might be seen when forming door inners. With a non-linear strain path, you need to account for the formability “used up” during each step.
For higher DP grades and all other AHSS, then the FLC probably needs to be generated for each grade/supplier/flavor. Non-linear strain paths are still a concern, but you probably won’t be re-striking the AHSS grades due to lower formability.
If you really want to geek out on the nuances of non-linear strain paths and sheet metal formability in general, I suggest you look into the North American Deep Drawing Research Group (www.NADDRG.org), or your country chapter.
I’ve never been known to give a short answer when a longer one is possible.
Danny Schaeffler
Engineering Quality Solutions, Inc. and 4M Partners, LLC
http://www.EQSgroup.com and http://www.Learning4M.com