With escalating concerns about human-induced greenhouse gases, global legislators have passed more stringent vehicle emissions regulations through 2020, while considering further, aggressive targets for the next ten years. Automakers are searching for new materials and engineering capabilities to meet requirements that often conflict. As an example, structural applications require materials characterized by high strength and stiffness, often achieved with greater thickness. But fuel economy and emissions are positively impacted when component thickness is reduced. New vehicle designs with complex geometries are aesthetically pleasing, but difficult to form and join, compromised further by thickness reduction to achieve mass reduction targets. The global steel industry continues to develop new grades of steel, defined by ever-increasing strength and formability capabilities, continually reinventing this diverse material to address these opposing demands. These Advanced High-Strength Steels (AHSS) are characterized by unique microstructures and metallurgical properties that allow OEM’s to meet the diverse functional requirements of today’s vehicles.
AHSS are complex, sophisticated materials, with carefully selected chemical compositions and multiphase microstructures resulting from precisely controlled heating and cooling processes. Various strengthening mechanisms are employed to achieve a range of strength, ductility, toughness, and fatigue properties.
The AHSS family includes Dual Phase (DP), Complex-Phase (CP), Ferritic-Bainitic (FB), Martensitic (MS or MART), Transformation-Induced Plasticity (TRIP), Hot-Formed (HF), and Twinning-Induced Plasticity (TWIP). These 1st and 2nd Generation AHSS grades are uniquely qualified to meet the functional performance demands of certain parts. For example, DP and TRIP steels are excellent in the crash zones of the car for their high energy absorption. For structural elements of the passenger compartment, extremely high-strength steels, such as Martensitic and boron-based Press Hardened Steels (PHS) result in improved safety performance. Recently there has been increased funding and research for the development of the “3rd Generation” of AHSS. These are steels with special alloying and thermo-mechanical processing to achieve improved strength-ductility combinations compared to present grades, with potential for more efficient joining capabilities, at lower costs. The broad range of properties is best illustrated by the famous Steel Strength Ductility Diagram, captured in the figure.
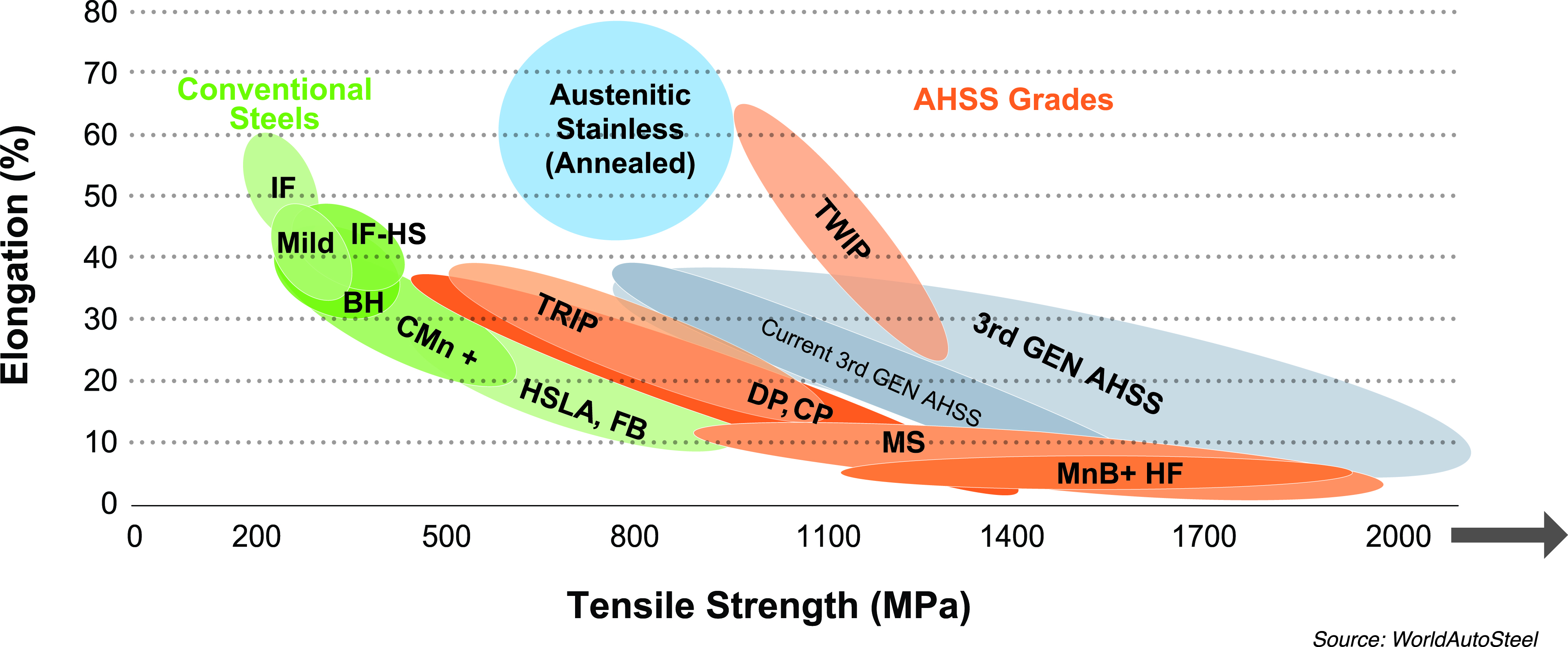
Steel Strength Ductility Diagram
AHSS grades contain significant alloying and two or more phases. The multiple phases provide increased strength and ductility not attainable with single phase steels, such as high strength, low alloy (HSLA) grades. HSLA materials achieve their strength through alloying and solid solution hardening, whereas AHSS are produced by using specific alloys and precise thermomechanical processing.
In the past, steels with tensile strength (UTS) levels in excess of 550 MPa were generally categorized as AHSS, and the name “ultra high-strength steels” was reserved for tensile strengths exceeding 780 MPa. However, today there are multiple phase AHSS with tensile strengths as low as 440 MPa, and so using strength as the threshold for whether a steel qualifies as “AHSS” is no longer suitable. AHSS with tensile strengths of at least 1000 MPa are often called “GigaPascal steel” (1000 MPa = 1GPa). Third Generation AHSS seeks to offer comparable or improved capabilities at significantly lower cost.
Contributions made by Phoenix Group.
it is great and nice research study, it broaden the vision of material engineering as an material engineer researcher. it open new research area in auto sector.
sir,
The Technical Information is very Useful for Me as an Metallurgist.
Your blog is really enlightening for me as I spent 50 years in steel industry in India.
After knowing more about automobile grade of steels like DP, TRIP,IF etc. for use in manufacture of body parts for personal safety and emission control of Indian Cars, I wrote to Automobile Manufacturers’ Association of India about details of use of these grades of steels in Indian cars by volume and locations.
So far I did not get any reply from them.
Can you enlighten me with these informations.
Pricewise they are charged same but how do they compare on safety and emission control parameters of cars manufactured in developed countries.
Thank you worldautosteel for this post discussion
Recently I have had a research project on third-generation AHSS and during my experiments, I got what is I considered as 3rd generation DP steel. The new Dual Phase steel consisting of predominately ausferrite microstructure a high ultimate tensile strength UTS of 1023 MPa and an elongation up to 26 %. This newly developed Dual-phase steel has mechanical properties comparable to the existing dual phase steels as shown in the pictures in the link below.
https://www.linkedin.com/pulse/third-generation-dp-steel-mohamed-alshwigi/?published=t
Interesting research! thanks for your contribution.
Kathy- are you aware of anyone forming/welding thin (.06″) 3 gen AHSS sheet into tubular structures? Thanks,
JDB, we are not aware of any, but maybe one of our other subscribers is? anyone?
Hi JDB, I checked with a couple of our technical experts and neither of them have heard of this application.
Thanks Kathy. Good Blog.
We at USS have successfully formed/welded 980 MPa GEN3 AHSS into tubes for automotive and off-road vehicle applications.
Rad- How can get more info on USS capabilities? Looking to source a series of tube and fabricated sheet parts for aerospace applications. Thanks,
Thank you for this!
Hello All, Flash Bainite tubing at 1500 and 1800MPa has been formed/welded into 11 SAE Baja vehicles by college students, a major Auto OEM as hydroformed roof rails in full vehicles for crush testing and B-pillars, and also in Drift Racing and Rock Crawler motorsports. The wall thickness has varied from 0.9mm to 3.0mm with diameters from 25.4 to 63.5mm. Hyundai Kia did the FLD work and also NCAP pole testing of the straight tube and found 25% better energy absorption and 15% more resisting force than boron steels currently used.
Dear Sir,
How will GMAW play the role in this new material? Will it required special kind of GMAw process or will it be easily weldable by conventional DC GMAW power sources?
Regards,
Umesh
Hi Umesh, The short answer to your question is that conventional arc welding (such as GMAW, TIG, and plasma) can be used for AHSS in a similar way to mild steels. Menachem Kimchi of Ohio State University, author of the Joining section of the AHSS Guidelines V6, addressed this in more detail in the Guidelines. If you go to http://www.worldautosteel.org and download the free copy (see front page) you’ll find that information in Section 4.G.2, starting on page 4-46. Next month, we’ll have a guest blog from Menachem on RSW! Stay tuned.
Thanks you very much for information sharing.
Regards,
Umesh
Hello everybody.
Do you have comments on Hot strip Mill process new trendings in order to produce the newest AHSS, what kind of technical challenges we have to face?
Is there any agreed definition or formula to distinguish 3rd Gen Steels?
Hi Rodrigo! Sorry for the delay on a response. I had to do a little homework with our technical experts! The primary objectives in developing Gen 3 steels are:
• Use steels with lower alloying content to reduce costs
• Target minimum strength and ductility levels to 1200 MPa and 30% elongation.
Right now, there is no pure formula, as there are several different processing routes available to the steel producers to achieve Gen 3 grades and properties. As well, Nano steels are being categorized as Gen 3. But it is under discussion, as you can imagine. Targets were established in the ICME project. There is a presentation from the 2017 Great Designs In Steel that you may wish to review: http://www.autosteel.org/~/media/Files/Autosteel/Great%20Designs%20in%20Steel/GDIS%202017/Track%202%20-%20McCarty%20and%20Singh.pdf
Our colleagues at the Steel Market Development Institute and Auto/Steel Partnership are working on developing common nomenclature for steels. Most follow the VDA specification nomenclature. Also General Motors has developed a specification for AHSS (including 3rd Gen AHSS) that is under review.
So stay tuned. I know we plan to address this in the next version of AHSS Guidelines, due out in 2020.
I am not sure if there is any interest but we have produced 1800MPa at 11.7% elongation in 1.6mm thick sheets of leaner, hardenable stainless. ThyssenKrupp Lab Services pulled the A50 specimens on an Instron with Blue Hill software so the results are solid. In further work with US Dept of Energy, we are transforming AISI1020 into 1.3mm thick 1600MPa that folds to <1(r/t) bend radii, even like a sheet of paper to zero(r/t) sometimes. After room temp stamping into complex geometry, a few Auto OEMs have found 25-50% mass savings while maintaining performance.
Gary,
Are there other versions with lower UTS and higher Elongation? i.e 1400/35. Also is information available on 10 s-1 to 100 s-1?
Bob, sorry for the slow reply. With Flash Bainite we intentionally avoid high elongation and the modeling/usage problems that come along with material that uses 1/4 to 1/3 of its thickness. We do have very high local formability. This combination is not great for all stampings but there are quite a few pieces typically made from DP780-DP1180 that we can make with Flash 1600
Hello, Gary – thanks for your comments, noting the great effort by steel producers to improve the ductility / formability of high strength steels! In the next version of the guidelines (V7.0), to be published in 2020, we’ll revise the ellipsoid shapes to reflect the property range available in the marketplace; this comes from data submitted by WorldAutoSteel members, as well as non-members and academicians. Feel free to provide data and case studies to us, and we’ll reflect it in the next version.
Still edge fracture or splitting is observed in some chassis components with AHSS. Hole expansion ratio limits are not defined.
Hole expansion rations are mainly dependant on the cut edge quality. Any values provide by a steel manufacturer would only be a guide and comparable with each other grades in that test. Even then their is a wide spread.
Hello Raghvendra,
During my thesis, I have examined the edge cracks on AHSS, through Edge Crack Tensile Test (see for test procedure: https://doi.org/10.1016/j.procir.2016.01.007). According to my test results, the so-called DH-Grades which contain more retained austenite than DP-Grades, show noticeable improvement in edge stretchability with the same tensile strength. So they may be suitable for complex geometries, because of their higher local formability.
this is really good information – I look forward to the continuing blog
I AM very interesses on AHSS GRADES.
Dear Silvio, Please visit us often! We’ll have lots of information for you. In the meantime, you may wish to download AHSS Applications Guidelines 6.0. It has a great deal of current information on AHSS grades from experts around the world. You can find it here for free download: http://www.worldautosteel.org/projects/advanced-high-strength-steel-application-guidelines/
Great article! while talking about AHSS beyond Generation 1 and 2, one needs to include the “Global and Local” formability failure modes to further decipher the performances of Generation 3 steel.
I don’t want to keep advertising the Guidelines here and I already mentioned it in another reply, but it just so happens there is a section (3.B.1) that addresses the difference between Global and Local failure modes and the fact that they both need to be considered for the new multi-phase steels. We’d welcome a guest blog if you’d like to share more!
(Again, anyone can get the Guidelines from worldautosteel.org for free.)
Very welcome initiative! Also, Please discuss panel design issues using AHSS, in your blog.
Hi A K Agarwal! Thank you for the topic suggestion! Do you have anything specific you are looking for? We’d be interested to hear that. We have a big line up for the year with some guest bloggers as well, so we will do our best to address it.
You also need to consider die face design along with panel design when considering cold forming AHSS materials.
Thank you for WorldAutoSteel’s brochure.