WorldAutoSteel periodically invites outside experts to contribute their knowledge on pertinent topics. Here, Danny Schaeffler, President of Engineering Quality Solutions and our Technical Editor for Metallurgy and Forming, worked with Trey Leonard, Ph.D. Founder...
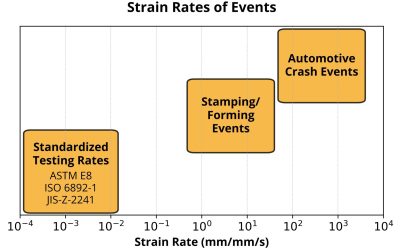
High Strain Rate Testing of Advanced High-Strength Steels
read more