The mild steel currently being used for sheet metal stampings has higher n-values than High Strength Low Alloy Steel and Advanced High Strength Steel. The high n-value indicates that the material has a higher work hardening exponent making the steel much easier to stretch or form. The n-value describes how the material works together to resist localized fractures as stresses are applied. High strain patterns can be created in localized areas such as character lines and embossments. This strain pattern creates strain peaks or strain gradients. These strain peaks have much higher plastic deformation than areas on the rest of the material. The localized strain will cause the material to thin as it forms the character line or embossment. The die geometry does not allow the material to deform in stretch or draw modes, which means the material is in the plane strain mode of deformation on the Forming Limit Diagram (FLD). This deformation mode has the least amount of formability due to the location of the FLD₀anchoring point (See Figure 1).
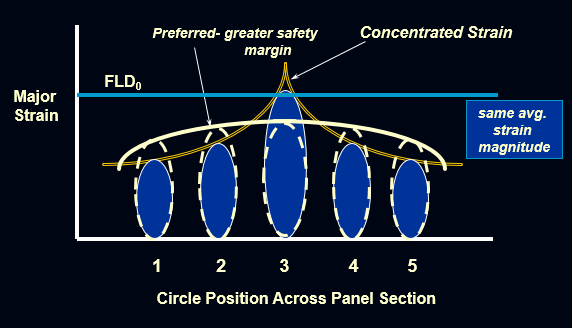
Figure 1: Benefits of Uniformed Strain Distribution.
What does that mean for your stamping process? Mild steel has the ability to reach a high strain gradient due to higher n-values. High strength steels do not have the ability to reach the higher peak gradients due to lower n-values and less stretchability. These high strain areas will be more susceptible to a greater amount of thinning and/or fractures. If changes in the stamping process occur, such as reduced lube quantity, greater thinning can occur, at times exceeding minimum thickness and resulting in metal fracture. These concerns can be minimized through a better understanding of material capabilities, specific geometry effects, and the use of process recipe discipline. For example, Figure 2 compares the instantaneous n-value for Dual Phase steel, a member of the AHSS family, to HSLA steel. The early n-value increase reflects enhanced local formability, which is observed in stamped parts, contrary to what the typical stress-strain curve does not show the early n-value increase, which reflects enhanced formability in local regions of stamped parts. Other AHSS grades don’t show this tendency but have been developed with greater concentrations of bainite or finer dispersion of martensite within a ferrite matrix; both effects result in better localized forming.
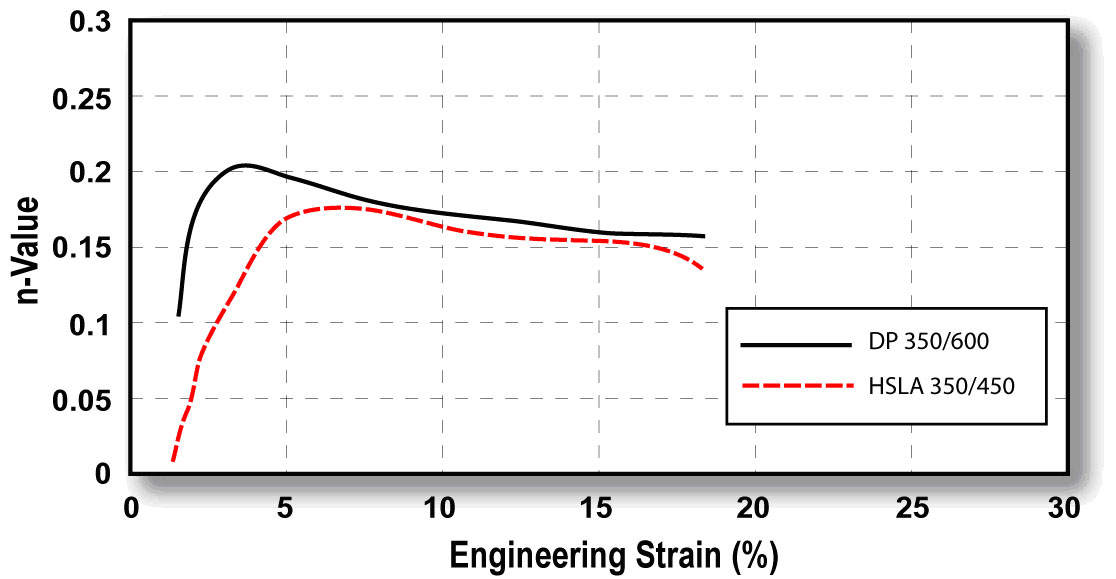
Figure 2: Instantaneous n-values versus strain for DP 350/600 and HSLA 350/450 steels.
Training die makers to understand these effects, while managing die geometry, will have a dramatic effect on the rework, downtime, and scrap associated with a conversion to AHSS products. The use of FLD₀ and formability analysis should identify areas of concern on the stamped part, but should also be coupled with hole expansion testing, or 2-D tension tests to more fully explore the formability condition. When trouble areas have been identified, there should be a review of the analysis and part with T&D managers, die makers, and quality personnel to formulate a corrective action plan. This plan should have specific and measurable direction, buy in, and understanding of the impact that die changes will have to the existing process.
BONUS!
Watch a video of renowned metallurgist Dr. Stuart Keeler explaining AHSS Instantaneous n-value:
Keeler On N-Value from worldautosteel on Vimeo.
Contributions made by Phoenix Group.
Figure 2 Image provided courtesy of Dr. Stuart Keeler.
{kind=link}
What will be the effect of precipitates on n-values?
N-value is more or less related to the TS/YS ratio (way more complex in reality). If the precipitates drive up YS then n-value is likely to decrease. If the precipitates lower YS, you might see a reduction in n-value.
Or put another way…
N-value is directly related to the shape of the stress-strain curve. The way that precipitates change that shape will impact the calculated n-value.
springback.
– Danny Schaeffler
Engineering Quality Solutions, Inc. and 4M Partners, LLC
http://www.EQSgroup.com and http://www.Learning4M.com
(ignore that last word on springback!)
Thanks for this, Danny!
Another primer for introducing metallurgical terms to readers is the paper published by AISI SMDI: AHSS 101 – The Evolving Use of Advanced High-Strength Steels for Automotive Applications – 2011
http://www.autosteel.org/~/media/Files/Autosteel/Research/AHSS/AHSS%20101%20-%20The%20Evolving%20Use%20of%20Advanced%20High-Strength%20Steels%20for%20Automotive%20Applications%20-%20lr.pdf
Thanks for this!!
In my opinion, this is the key advantage of the Advanced High Strength Steels. Sure, more elongation is better at higher strengths and many design and die engineers focus on this but understanding how these steels resist thinning better in critical areas is a more important, less understood concept. Thanks for sharing.
Thanks Dean!
I am interested in learning more about AHSS and metallurgy in general. A greater knowledge of the properties and the physical applications of AHSS and API steels would be very beneficial. Unfortunately, it appears as though this subject is somewhat esoteric. If you would like to reach a broader audience and still maintain your specific expert circles, provide some links to pages which define terms and the vernacular used in the expert content for the novices.
Hi Reg, Writing a blog for international consumption is a challenge, especially in reaching every audience that reads it. We apologize if it is not meeting your needs. I asked some of our colleagues if they could recommend a good AHSS primer, and one recommendation was an ASM International publication that they found to be very useful, and that you can find here: https://www.asminternational.org/bestsellers/-/journal_content/56/10192/05370G/PUBLICATION Please note that this book is not our publication and we are not in any way profiting from it. As far as basic AHSS metallurgy, you may want to download our free AHSS Guidelines at http://www.worldautosteel.org and look at the Metallurgy chapter, which may help in understanding the unique characteristics of this family of steels. If I receive more recommended resources from my colleagues, I will post them here for you. In the meantime, please do ask questions here, if you wish to do so.